

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Il trattamento termico localizzato dovrebbe essere adottato solo nei casi in cui, per motivi di impossibilità di trasporto dei manufatti o per la necessità di eseguire le ultime saldature in opera, non è possibile riscaldare il pezzo in forno. Sono, generalmente, utilizzate resistenze elettriche di opportuna potenza, alimentazione e geometria, per apportare localmente calore alla zona da trattare. E’ un metodo pratico e relativamente semplice ma ogni intervento deve essere oggetto di un accurato studio. Particolare attenzione dovrà essere adottata per le geometrie da trattare se sussiste il rischio di determinare, per differenze di dilatazione, sforzi locali di valore sufficientemente elevato da provocare deformazione plastica del materiale con insorgenza di deformazioni e sviluppo di nuovi stati di tensione residua.
Il trattamento termico localizzato dovrebbe essere adottato solo nei casi in cui, per motivi di impossibilità di trasporto dei manufatti o per la necessità di eseguire le ultime saldature in opera, non è possibile riscaldare il pezzo in forno. Sono, generalmente, utilizzate resistenze elettriche di opportuna potenza, alimentazione e geometria, per apportare localmente calore alla zona da trattare. E’ un metodo pratico e relativamente semplice ma ogni intervento deve essere oggetto di un accurato studio. Particolare attenzione dovrà essere adottata per le geometrie da trattare se sussiste il rischio di determinare, per differenze di dilatazione, sforzi locali di valore sufficientemente elevato da provocare deformazione plastica del materiale con insorgenza di deformazioni e sviluppo di nuovi stati di tensione residua.
Nel trattamento locale di apparecchi a pressione di forma cilindrica, come indicato anche dai Codici di costruzione, dovranno essere riscaldate, sempre, fasce circonferenziali comprendenti la saldatura da trattare per permettere una dilatazione radiale, uniforme, dell’apparecchio. La larghezza della fascia riscaldata dovrà essere tale da determinare opportuni gradienti di temperatura, in direzione longitudinale dell’apparecchio. Risultano particolarmente critici i bocchelli posti nelle immediate vicinanze delle saldature da trattare, i fondi e le piastre tubiere che, se non riscaldati coerentemente in relazione alla loro geometria, determineranno i fenomeni precedentemente indicati.
Generalmente, è’ sconsigliabile, con questa tecnica eseguire trattamenti locali su manufatti in carpenteria per la complessità geometrica dei pezzi. Trater, quando le difficoltà e i costi relativi alla corretta esecuzione di un riscaldamento locale sono molto elevati, consiglia, se possibile, di trattare l’apparecchio in forno. Siamo, comunque, a disposizione della nostra Spettabile Clientela per fornire tutte le informazioni tecniche in merito alle modalità di esecuzione di trattamenti soprattutto quando sono previsti su saldature di scambiatori di calore o, in genere, per apparecchi in servizio in ambienti aggressivi.
 Spesso c’è l’esigenza di trattare solo specifiche parti di apparecchi a pressione. Casi frequenti sono:
Spesso c’è l’esigenza di trattare solo specifiche parti di apparecchi a pressione. Casi frequenti sono:
- le saldature tubi-piastre dei fasci tubieri;
- gli scambiatori di calore nella sola parte dei distributori, comprendendo la saldatura col mantello;
- i fondi dei corpi cilindrici, comprendendo la saldatura col mantello;
- la sola parte curvata dei fasci tubieri.
L’inserimento parziale in forno degli apparecchi è una valida soluzione alternativa, in alcune situazioni, al trattamento locale, con resistenze elettriche. È indispensabile, comunque, un approfondito studio di ogni caso e le modalità esecutive dovranno essere decise tenendo conto dei problemi tipicamente connessi con le inevitabili differenze di temperatura che si vengono a determinare nei riscaldamenti parziali di cui si è fatto cenno in precedenza. Un efficace e accurato controllo e misura della temperatura, mediante termocoppie posizionate a diretto contatto del pezzo nei punti più critici, è necessario per raggiungere gli obbiettivi del trattamento (distensione delle tensioni residue e rinvenimento).
Trater sconsiglia il trattamento degli scambiatori di calore con elementi resistivi. Le problematiche sono:
- Trattamento termico saldature circonferenziali tra piastra tubiera e mantello: non è possibile mettere elementi resistivi nel circuito lato mantello. La saldatura raggiungerebbe la temperatura di PWHT solo in pelle (piastra tubiera e mantello freddi continuano ad asportare calore dal cuore della saldatura) e la zona più interna allo scambiatore rimarrebbe non rinvenuta (con meno resilienza) e a durezza più elevata, creando un “corridoio di concentrazione degli sforzi”.
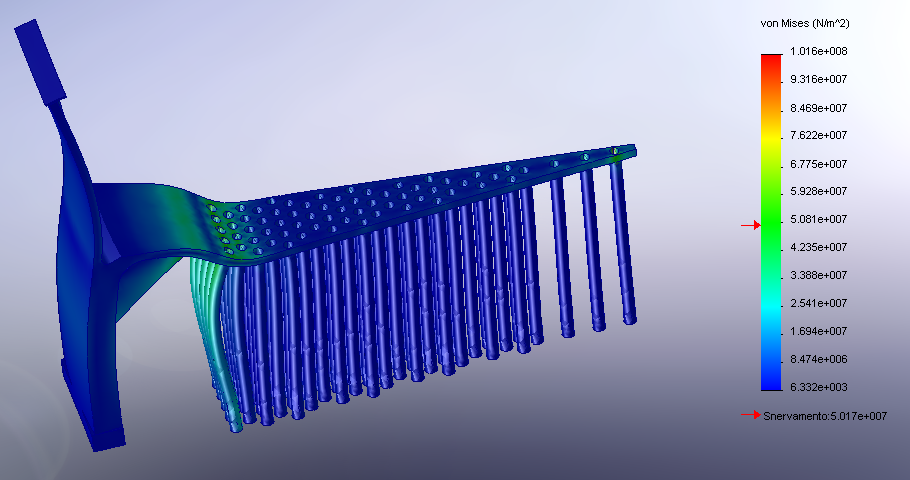
- Trattamento termico saldature tubo-piastra: per scaldare tali saldature è necessario che si scaldi (dilati) l’intera piastra tubiera, altrimenti eseguire il trattamento equivarrebbe a fare una “calda” alla parte di piastra interessata dai tubi, andando a ricalcare il materiale costretto dalla periferia fredda.
 Una volta plasticizzato il metallo, tornando freddo, verrebbe a mancare materiale, per cui la zona dei tubi resterebbe sollecitata a trazione, deleteria per il fenomeno dello stress corrosion cracking o della propagazione delle cricche da idrogeno. Ogni stato di trazione velocizza la propagazione delle cricche. Perchè si possa dilatare la piastra tubiera è necessario che si dilatino anche distributori e mantello allo stesso modo, almeno nella zona più prossima. Per scaldare una porzione così ampia di materiale quindi diventa indispensabile almeno il trattamento parziale in forno. In questo modo si ha inoltre il vantaggio di poter controllare anche la dilatazione del mantello che deve essere pari a quella dei tubi; nei trattamenti localizzati delle saldature tubo-piastra, invece, i tubi si scaldano parzialmente (dilatano) rimanendo costretti tra la lunghezza del mantello che resta freddo. La ricalcatura delle saldature tubo-piastra (quindi trazione residua a fine trattamento deleteria per il fenomeno dello stress corrosion cracking) è inevitabile e accorcia sicuramente la vita del componente (tubi frequentemente da chiudere, diminuendo ogni volta la resa dell’impianto, fino a dover sostituire lo scambiatore). La flessibilità durante la costruzione degli apparecchi offerta dai trattamenti termici localizzati viene pagata sicuramente dall’utilizzatore finale.
Una volta plasticizzato il metallo, tornando freddo, verrebbe a mancare materiale, per cui la zona dei tubi resterebbe sollecitata a trazione, deleteria per il fenomeno dello stress corrosion cracking o della propagazione delle cricche da idrogeno. Ogni stato di trazione velocizza la propagazione delle cricche. Perchè si possa dilatare la piastra tubiera è necessario che si dilatino anche distributori e mantello allo stesso modo, almeno nella zona più prossima. Per scaldare una porzione così ampia di materiale quindi diventa indispensabile almeno il trattamento parziale in forno. In questo modo si ha inoltre il vantaggio di poter controllare anche la dilatazione del mantello che deve essere pari a quella dei tubi; nei trattamenti localizzati delle saldature tubo-piastra, invece, i tubi si scaldano parzialmente (dilatano) rimanendo costretti tra la lunghezza del mantello che resta freddo. La ricalcatura delle saldature tubo-piastra (quindi trazione residua a fine trattamento deleteria per il fenomeno dello stress corrosion cracking) è inevitabile e accorcia sicuramente la vita del componente (tubi frequentemente da chiudere, diminuendo ogni volta la resa dell’impianto, fino a dover sostituire lo scambiatore). La flessibilità durante la costruzione degli apparecchi offerta dai trattamenti termici localizzati viene pagata sicuramente dall’utilizzatore finale.
{kind=link}