

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Localized heat treatment should be adopted only in cases where, due to the impossibility of transporting the products or the need to carry out the final welds on site, it is not possible to heat the item in the oven. Electrical resistors of appropriate power, power supply and geometry are generally used to locally provide heat to the area to be treated. It is a practical and relatively simple method but each intervention must be the subject to a careful study. Particular attention must be paid to the geometries to be treated if there is a risk of determining, due to differences in expansion, local stresses of a sufficiently high value to cause plastic deformation of the material with the appearance of deformations and the development of new states of residual tension. In the local treatment of cylindrical pressure vessels, as also indicated by the Construction Codes, circumferential bands including the welding to be treated must be heated to allow a uniform radial expansion of the vessel. The width of the heated band must be such as to determine appropriate temperature rates in the longitudinal direction of the vessels. Particularly critical are the nozzles placed in the immediate proximity of the welds to be treated, the heads and the tube sheets which, if not heated consistently in relation to their geometry, will determine the phenomena previously indicated. Generally, it is not advisable to carry out local treatments on welded structures with this technique due to the geometric complexity of the items. Trater, when the difficulties and costs relating to the correct execution of local heating are very high, recommends, if possible, treating the item in an oven. We are, however, available to our esteemed customers to provide all the technical information regarding the performance methods of treatments, especially when they are prescribed on welds of heat exchangers or, in general, for vessels in service in aggressive environments.
Localized heat treatment should be adopted only in cases where, due to the impossibility of transporting the products or the need to carry out the final welds on site, it is not possible to heat the item in the oven. Electrical resistors of appropriate power, power supply and geometry are generally used to locally provide heat to the area to be treated. It is a practical and relatively simple method but each intervention must be the subject to a careful study. Particular attention must be paid to the geometries to be treated if there is a risk of determining, due to differences in expansion, local stresses of a sufficiently high value to cause plastic deformation of the material with the appearance of deformations and the development of new states of residual tension. In the local treatment of cylindrical pressure vessels, as also indicated by the Construction Codes, circumferential bands including the welding to be treated must be heated to allow a uniform radial expansion of the vessel. The width of the heated band must be such as to determine appropriate temperature rates in the longitudinal direction of the vessels. Particularly critical are the nozzles placed in the immediate proximity of the welds to be treated, the heads and the tube sheets which, if not heated consistently in relation to their geometry, will determine the phenomena previously indicated. Generally, it is not advisable to carry out local treatments on welded structures with this technique due to the geometric complexity of the items. Trater, when the difficulties and costs relating to the correct execution of local heating are very high, recommends, if possible, treating the item in an oven. We are, however, available to our esteemed customers to provide all the technical information regarding the performance methods of treatments, especially when they are prescribed on welds of heat exchangers or, in general, for vessels in service in aggressive environments.  There is often a need to treat only specific parts of pressure vessels. Frequent cases are:
There is often a need to treat only specific parts of pressure vessels. Frequent cases are:
- the tubes-to-sheets welds of the tube bundles;
- the heat exchangers in the channels’ part only,
- including the weld to the shell;
- the heads of the cylindrical bodies, including the weld with the shell;
- the only curved part of the tube bundles.
Partially inserting the vessels into the oven is a valid alternative solution, in some situations, to local treatment with electrical resistances. However, an in-depth study of each case is essential and the execution methods must be decided taking into account the problems typically connected with the inevitable temperature differences that are determined in the partial heating mentioned previously. An effective and accurate control and measurement of the temperature, using thermocouples positioned in direct contact with the item in the most critical points, is necessary to achieve the goals of the treatment (relieving of residual stresses and tempering).
Trater does not recommend treating heat exchangers with resistive elements. The problems are:
- Heat treatment of circumferential welds between tube sheet and shell: it is not possible to place resistive elements in the shell side circuit. The weld would reach the PWHT temperature only on the surface the skin (cold tube sheet and shell would continue to remove heat from the core of the weld) and the innermost area of the exchanger would remain untempered (with less resilience) and with higher hardness, creating a “corridor of concentration of the efforts”.
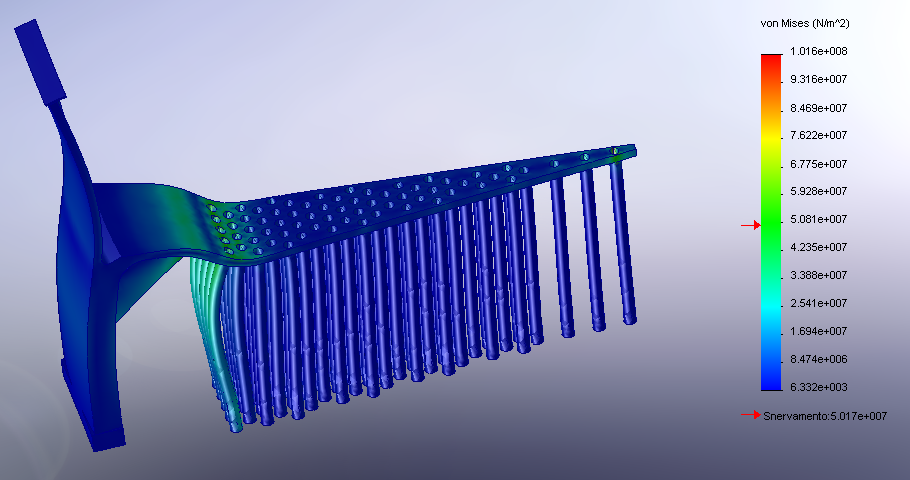
- Heat treatment of tube-to-sheet welds: to heat these welds, it is necessary that the entire tube sheet gets heated, otherwise carrying out the treatment would be equivalent to making a “hot zone” to the part of the sheet affected by the tubes, therefore tracing the forced material from the cold suburbs.
 Once the metal has been plasticised, when it becomes cold again, there would be a lack of material, so the area of the tubes would remain under tensile stress, which would be deleterious due to the phenomenon of stress corrosion cracking or the propagation of hydrogen cracks. Each tensile state speeds up crack propagation. In order for the tube sheet to expand, it is necessary that the channels and the shell also expand in the same way, at least in the closest area. To heat such a large portion of material, therefore at least partial treatment in the oven becomes essential. In this way there is also the advantage of being able to also control the expansion of the shell which must be equal to that of the tubes; in localized treatments of tube-to-sheet welds, however, the tubes partially heat up (expand) remaining forced between the length of the shell which remains cold. The upsetting of the tube-to-sheet welds (therefore residual traction at the end of the treatment which is deleterious due to the phenomenon of stress corrosion cracking) is inevitable and certainly shortens the life of the component (tubes frequently need to be closed, each time decreasing the performance of the plant, to the point of having to replace the exchanger). The flexibility during the construction of the vessels offered by localized heat treatments is certainly paid for by the end user.
Once the metal has been plasticised, when it becomes cold again, there would be a lack of material, so the area of the tubes would remain under tensile stress, which would be deleterious due to the phenomenon of stress corrosion cracking or the propagation of hydrogen cracks. Each tensile state speeds up crack propagation. In order for the tube sheet to expand, it is necessary that the channels and the shell also expand in the same way, at least in the closest area. To heat such a large portion of material, therefore at least partial treatment in the oven becomes essential. In this way there is also the advantage of being able to also control the expansion of the shell which must be equal to that of the tubes; in localized treatments of tube-to-sheet welds, however, the tubes partially heat up (expand) remaining forced between the length of the shell which remains cold. The upsetting of the tube-to-sheet welds (therefore residual traction at the end of the treatment which is deleterious due to the phenomenon of stress corrosion cracking) is inevitable and certainly shortens the life of the component (tubes frequently need to be closed, each time decreasing the performance of the plant, to the point of having to replace the exchanger). The flexibility during the construction of the vessels offered by localized heat treatments is certainly paid for by the end user.
{kind=link}